





آشنایی با فرایند پرس در صنعت کاشی و سرامیک | یکی از روشهای متداول برای تولید کاشی و سرامیک، پرس پودر گرانول های نیمه خشک می باشد. البته روش های دیگری نیز همچون اکسترود وجود دارد که هیچ کدام همانند پرس، گسترده و رایج نیست.
در فرایند پرس گرانول های تولید شده توسط دستگاه اسپری درایر، برای رسیدن به طرح مورد نظر توسط دستگاه پرس شکل دهی می شود.
علاوه بر شکل دهی، با استفاده از پرس، پودر گرانول متراکم شده و خواص مکانیکی کاشی از این طریق حاصل می گردد و دانسیته قطعه با کاهش فضای خالی بین ذرات براثر پرسینگ افزایش می یابد.
در مقایسه با سایر روشهای تولیدی از قبیل اکستروژن، ریخته گری و … روش پرس مزیت های زیادی دارد:
• راندمان کاری بالا
• تکرارپذیری بالا درخصوص پارامترهای مربوط به اندازه کاشی وجود دارد
• روش های خشک کردن قطعات پرس شده آسان است
• میزان انقباض خشکایش و پخت کاشی در این روش محدود است
• به دلیل وجود مزایای فراوان در تولید کاشی و سرامیک به روش پرس این روش به عنوان اصلی ترین روش تولید کاشی و سرامیک در دنیا امروزه بکار برده می شود
فرآیند آماده سازی مواد اولیه قبل از فرایند پرس
مواد اولیه که شامل انواع خاک های پلاستیک، غیر پلاستیک و مواد گدازآور می شوند در واحد تهیه بدنه می بایست با یکدیگر مخلوط شده و گرانول تهیه شده به واحد پرس منتقل شود تا عملیات شکل دهی کاشی انجام شود.
برای تهیه گرانول که در حقیقت پایه کار با پرس برای تهیه کاشی است روش های مختلفی وجود دارد که در ادامه شرح داده خواهد شد.

ویژگی های ابعادی مواد اولیه تأثیر بسیار زیادی بر خواص نهایی بدنه های سرامیکی دارند. قبل از شروع فرایند ساخت بدنه های سرامیکی لازم است مواد اولیه مصرفی آماده سازی شوند.
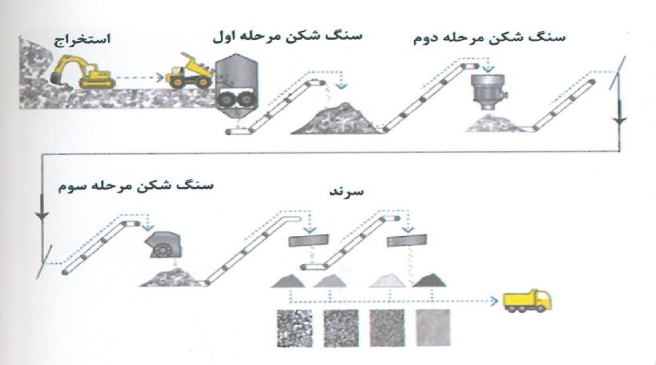
اولین مرحله در آماده سازی مواد اولیه، تبدیل سنگ ها و کلوخه های بزرگ به ابعاد کوچک تر و مناسب برای ورود به مراحل بعدی فرایند تولید یا فراوری است.
بسیاری از مواد اولیه مورد نیاز برای تولید محصولات سرامیکی نظیر کاشی، اعم از فلدسپار، سیلیس، بنتونیت، کائولن، ترکیبات آلومینایی و … به صورت کلوخه یا قطعه سنگ های بزرگ در طبیعت وجود دارند.
اما باید توجه داشت که برای استفاده از این مواد در بدنه کاشی، ابتدا باید توسط فرایندهای مختلف سنگ شکنی شده و به ابعاد ریزتر تبدیل شوند.
مواد معدنی استخراج شده، پیش از ورود به فرایند تولید، نیاز به فراوری دارند. هدف از فراوری، آماده سازی مواد اولیه برای مصرف در واحد تولیدی است.
برای شکسته شدن مواد اولیه تشکیل دهنده کاشی، باید به آن تنش وارد شود، یعنی به سطح آن نیرویی وارد شود تا شکسته شود. فرایندی که با ایجاد ترک و شکستگی در سنگ ها، آنها را به ابعاد کوچک تر تبدیل می کند «خردایش»، و دستگاهی که عملیات خرد کردن سنگ ها را انجام می دهد سنگ شکن» نامیده می شود.
خردایش سنگ ها و کلوخه های بزرگ، اولین مرحله در آماده سازی مواد اولیه است. در فرایند خردایش، ابعاد قطعات بزرگ تا حد امکان کاهش می یابد تا بتواند وارد مراحل بعدی فراوری و آماده سازی مواد مانند آسیاب، شست و شو و تغلیظ شود.
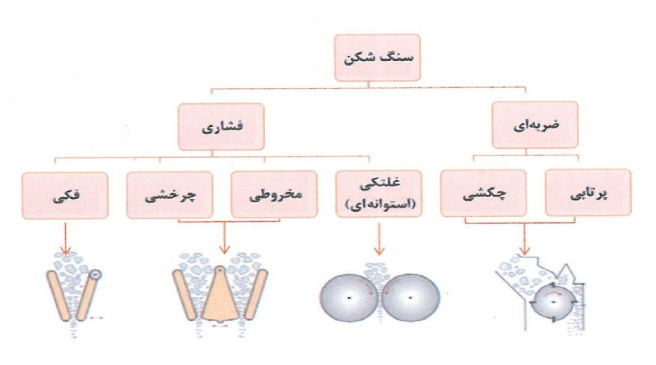
تجهیزات متنوعی برای خردایش مواد در صنعت وجود دارد. این تجهیزات عمدتا با اعمال ضربه، فشار یا سایش، به صورت تکی یا ادغام با یکدیگر، موجب خردشدن و ریزتر شدن سنگ ها می شوند.
موادی که در طبیعت وجود دارند از لحاظ قابلیت خرد شدن به دو دسته تقسیم میشوند:
۱- موادی که در اثر ضربه یا فشار به آنها در تمام جهات به طور یکنواخت خرد می شوند
۲- موادی که عمل خرد شدن در آنها در جهات مختلف یکسان نیست و عواملی مانند صفحات کلیواژ، وجود حفره و شکاف و رگه باعث میشود تا ماده معدنی در بعضی جهت ها آسان تر شکسته و خرد شود. در این میان سختی، چکش خواری و شکل تبلور نیز مؤثر است.
تبدیل مواد اولیه از ابعاد چندین سانتی متری به ابعاد چندین میلی متری در فرایند خردایش انجام می گیرد. معمولا فرایند خردایش فقط با یک دستگاه سنگ شکن عملی نیست. این فرایند معمولا در دو یا چند مرحله انجام می شود.
کاهش ابعاد مواد اولیه، تنها دلیل خردایش نیست. مواد خالص پس از خردایش به طور مستقیم وارد فرایند تولید می شوند، در حالی که برای مواد معدنی همراه با ناخالصی، هدف از خردایش علاوه بر کاهش ابعاد مواد اولیه، جدا کردن ماده مطلوب از سایر مواد نامطلوب است.
مواد معدنی استخراج شده از معدن معمولا با بعضی از کانیهای نامطلوب همراه هستند. به عنوان مثال ترکیبات حاوی آهن نظیر اکسید آهن می تواند بر روی خصوصیات و رنگ بدنه کاشی تاثیر نامطلوب بگذارد و در نتیجه باید در این مرحله توسط مگنت های قوی آهن زدایی انجام شود.
انواع سنگ شکن
• سنگ شکن فکی
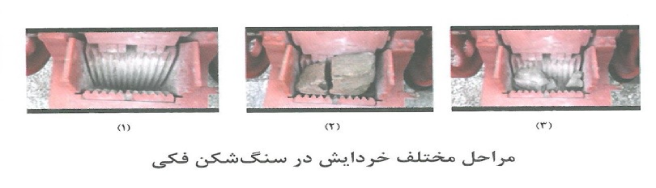
یکی از رایج ترین سنگ شکن ها، سنگ شکن فکی است که به عنوان سنگ شکن مقدماتی برای مرحله اول خردایش به کار گرفته می شود. سنگ شکن های فکی از دو فک تشکیل شده اند که معمولا یکی از آنها ثابت و دیگری متحرک است. در برخی از این نوع سنگ شکن ها هر دو فک متحرک است.
فاصله بین دو فک در قسمت فوقانی دستگاه «دهانه» و در بخش تحتانی دستگاه «گلوگاه» نامیده میشود. فک متحرک معمولا حرکت نوسانی دارد و به فک ثابت، دور و نزدیک می شود.
در اثر این عمل، سنگ خرد می شود و به قسمت پایین دستگاه که فاصله فک ها کمتر است، منتقل میشود و در نتیجه ابعاد سنگ کاهش می یابد. در این قسمت نیز عمل خردشدن ادامه می یابد تا سنگ به صورت خرده سنگ از گلوگاه خارج شود.
هدف اصلی در طراحی سنگ شکن فکی، به کار بردن بیشترین نیرو در فاصله بین دو فک برای خرد کردن مواد است. اعمال نیرو در سنگ شکن با بازوی مضاعف بیشتر از نوع ساده است، بنابراین سنگ شکن فکی با بازوی مضاعف برای خردایش سنگ های سخت و سنگین تر به کار گرفته می شود.
در سنگ شکن فکی، فک ها از دولایه تشکیل می شوند که لایه فوقانی (زره) از جنس فولاد سخت بوده و در صورت فرسایش، با صفحه ای جدید تعویض می شود.

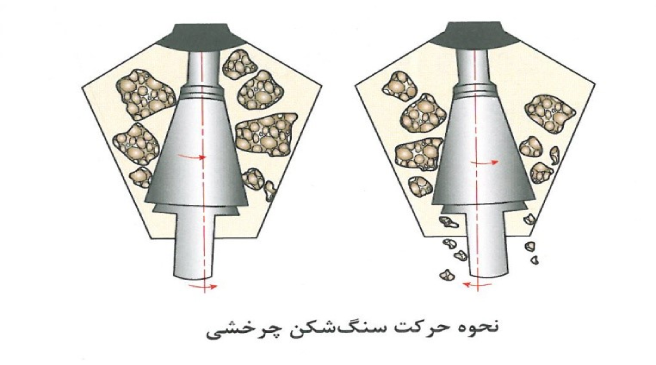
• سنگ شکن چرخشی
سنگ شکن نوع چرخشی یا ژیراتوری نیز مانند نوع فکی، برای مرحله اول خردایش به کار می رود. این نوع سنگ شکن معمولا از یک بدنه ثابت مخروطی شکل (جام) و یک هسته میانی تشکیل شده است.
هسته میانی نیز مخروطی شکل بوده که درون مخروط ثابت بیرونی معلق است و حرکت چرخشی دارد
و از لحاظ عملکرد در مجموع همانند سنگ شکن فکی با اعمال فشار بر سنگ عمل می کند.
مراحل مختلف خردایش در فرایند سنگ شکنی
در این نوع سنگ شکن، مخروط مرکزی، حول محوری زاویه دار نسبت به خط عمود می چرخد. در حین چرخش، در یک طرف با نزدیک شدن به مخروط بیرونی موجب اعمال فشار و خردایش سنگ در فاصله بین بدنه ثابت و هسته متحرک می شود.
همزمان در قسمت مقابل، با دور شدن از مخروط بیرونی، فاصله بین بدنه ثابت و هسته متحرک زیاد شده و مواد در آن قسمت به تدریج به قسمت پایین تر حرکت می کنند و خردتر می شوند. بدین ترتیب عمل سنگ شکنی به طور دائم دنبال می شود.
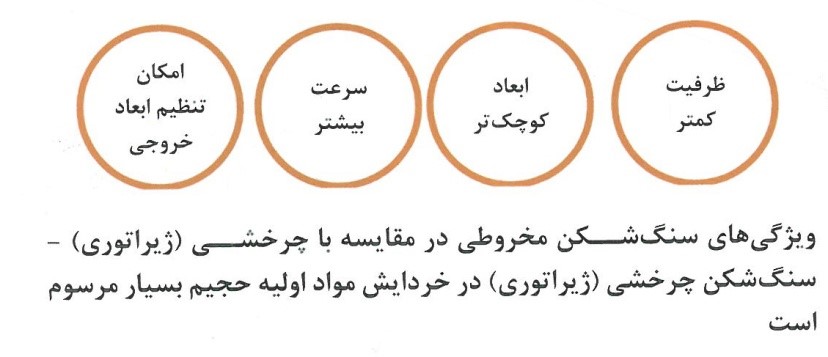
کلیه قطعات اصلی دستگاه که با سنگ در تماس مستقیم هستند از فولاد سخت ساخته شده اند و به همین دلیل مقاومت بسیار بالایی در برابر سایش دارند. لازم به ذکر است که سنگ شکن چرخشی (ژیراتوری) در خردایش مواد اولیه حجیم بسیار مرسوم است.

• سنگ شکن مخروطی
از این نوع سنگ شکن برای مرحله دوم خردایش استفاده میشود که به نام «هیدروکن» نیز معروف است و تا حدودی مشابه سنگ شکن نوع چرخشی است.
با ریختن سنگ به داخل سنگ شکن از قسمت بالا، سنگ بین مخروطی و دیواره فشرده شده و از قسمت پایین خارج می شود. سنگهای ورودی، بین مخروطی ثابت و چرخان قرار می گیرند.
دهانه خروجی از طریق بالا و پایین کردن مخروطی ثابت قابل تنظیم است که امکان خرد کردن در اندازه های مختلف را فراهم می کند. به طور معمول، سنگ شکن مخروطی نوع استاندارد، قابل استفاده در خردایش مرحله دوم و نوع با کلاهک کوتاه قابل کاربرد در خردایش مرحله سوم است.
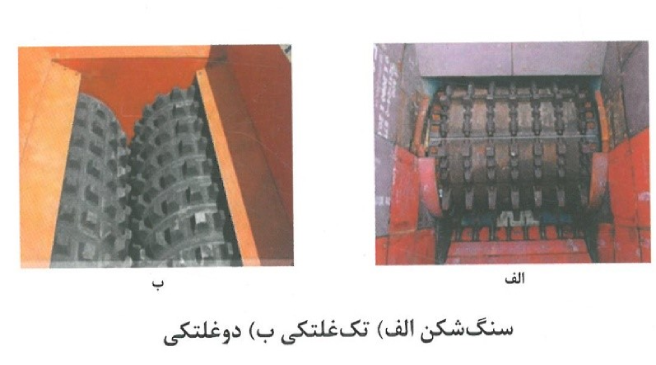
• سنگ شکن استوانه ای (غلتکی):
در این نوع سنگ شکن، عملیات خردایش به کمک یک یا دو استوانه سنگین با سطح صاف یا آجدار صورت می گیرد. اساس کار در سنگ ش کن غلتکی، اصطکاک بین استوانه و سنگ ها است که با ایجاد فشار باعث خردایش سنگ ها می شود.
حرکت چرخشی استوانه های روبرو با سرعت چرخشی مساوی یا نزدیک به هم بوده و فاصله بین استوانه ها قابل تنظیم است.
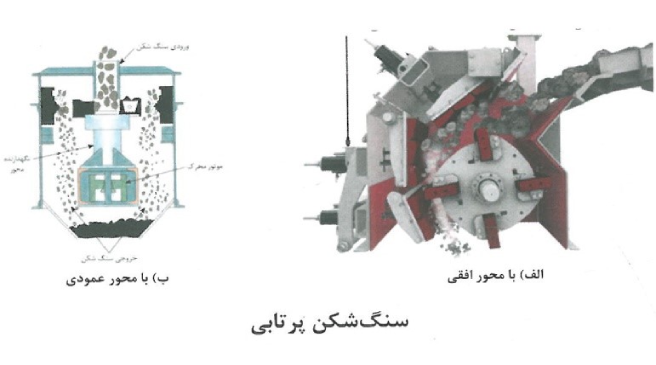
• سنگ شکن پرتابی
این نوع سنگ شکن با اعمال ضربه منجر به شکست و خرد شدن سنگ می شود. سنگ شکن پرتابی از یک روتور دارای تعدادی پره تشکیل شده است که با سرعت بالا می چرخد.
نقش پرهها پرتاب کردن قطعات ورودی (سنگ و مواد معدنی) به طرف جداره داخلی سنگ شکن است. بر روی جداره داخلی سنگ شکن تعدادی صفحه با لایه زرهی از جنس آلیاژهای ضد سایش وجود دارد که نقش آنها به عنوان مانع بوده و باعث خرد شدن قطعات پرتابی در اثر برخورد شدید با آن ها میشود.
سنگ شکن پرتابی در دو نوع با محور شافت افقی یا عمودی وجود دارد.
• سنگ شکن چکشی
این نوع سنگ شکن نیز با اعمال ضربه منجر به شکست و خرد شدن سنگ میشود. این سنگ شکن از یک روتور که دارای تعدادی چکش است تشکیل شده که با سرعت بالا می چرخد. نقش چکش ها ضربه زدن به سنگ ها یا مواد معدنی و خرد کردن آنهاست.
انواع سنگ شکن ها وظیفه یکسانی دارند ولی با توجه به شرایط، نوع خاصی از سنگ شکن انتخاب می شود. عوامل مؤثر در انتخاب نوع سنگ شکن عبارت اند از:
• سختی و استحکام مواد اولیه.
• ابعاد سنگهای ورودی و خروجی.
• مقدار رطوبت مواد اولیه.
• مقدار و ظرفیت تولید.
• ناخالصی های مواد.
با توجه به ویژگی های مواد اولیه، در فرایند خردایش آنها تفاوت وجود دارد.
مثلا سختی مواد اولیه در میزان سایش و استهلاک تجهیزات خردایش مؤثر است و در طراحی و انتخاب ماشین آلات خردایش باید مدنظر قرار گیرد. به عنوان مثال سختی موادی همچون سیلیس بسیار بالاتر از موادی نظیر کائولن و یا بنتونیت است که در ترکیب بدنه کاشی مورد استفاده قرار می گیرند.
معمولا برای سنگ های سخت، از سنگ شکن با دور کم مانند فکی و چرخشی که عامل فشار باعث خرد شدن است استفاده می شود و برای سنگ های نیمه سخت، معمولا از سنگ شکن ضربه ای و چکشی استفاده می شود.
در فرایند خردایش، اتلاف انرژی اغلب به صورت انرژی گرمایی و انرژی صوتی است.
سنگ شکن ها عموما در عمق زمین قرار داده می شوند تا از آلودگی صوتی آنها کاسته شود. لازم به ذکر است که عمر ماشین آلات خردایش به درجه سختی مواد و جنس اجزای آن ها وابسته است.
در فرایند خردایش، در مرحله اول این فرایند، تبدیل ذرات حجیم به ابعاد تقریبی حدود ۸۰ میلی متر انجام میشود. در این مرحله در سنگ شکن چرخشی، خروجی در ابعاد حدودی ۸۰ تا ۲۲۰ میلی متر خواهد بود. در سنگ شکن فکی نیز ابعاد خروجی در حدود ۸۰ تا ۱۵۰ میلی متر خواهد بود.
در خردایش مرحله دوم، کاهش ابعاد تا حدود ۳۰ تا ۶۰ میلی متر را شاهد خواهیم بود و از سنگ شکن چکشی و مخروطی در این مرحله می توان استفاده کرد.

در خردایش مرحله سوم، کاهش ابعاد تا کوچکتر از ۲۰ میلی متر صورت می پذیرد و از انواع سنگ شکن مخروطی، ضربه ای و غلتکی می توان استفاده کرد تا فرایند تبدیل ذرات کمی بزرگتر به حداکثر ذرات چند میلی متری انجام شود.
از مزایای سنگ شکن ضربه ای می توان به قیمت و مصرف انرژی کمتر اشاره کرد. هم چنین از مزایای سنگ شکن فشاری می توان به فرسایش کم و تعویض دیرهنگام قطعات، کنترل پذیری ابعاد خروجی، ورود ناخالصی های کمتر (حاصل از فرسایش قطعات به مواد اولیه اشاره کرد.
باید در نظر داشت که سنگ شکن فشاری قیمت بالاتر و مصرف انرژی بیشتری دارد و از معایب سنگ شکن ضربه ای، می توان به فرسایش زیاد و نیاز به تعویض زودهنگام قطعات، تولید ذرات خیلی ریز در خردایش مواد نرم و عدم کنترل ابعاد و تولید غبار و آلودگی زیاد اشاره داشت.
نقش بال میل در فرایند آماده سازی
در ادامه فرایند آماده سازی، بعد از سنگ شکنی شامل فرایند بال میلینگ برای تهیه دوغاب از مواد اولیه و سپس اسپری درایر برای تهیه گرانول از همین دوغاب تشکیل شده در فرایند بال میلینگ می باشد.
امروزه، در صنعت تنها با خردایش به روش سنگ شکنی، نمی توان به دانه بندی مطلوب دست یافت. بنابراین، لازم است برای تکمیل فرایند ریز کردن مواد اولیه سرامیکی از آسیاب کردن بهره جست.
عملکرد تجهیزات بال میل، در عملیات بال میلینگ یا آسیاب گلوله ای با ترکیبی از نیروهای فشاری، ضربه ای و سایش انجام می شود.
مواد اولیه به همراه آب در اثر گردش استوانه بال میل و عملکرد عوامل مؤثر بر آسیاب کردن، به کمک اجزای خردکننده (گلوله های داخل بال میل که از مواد مقاوم در برابر سایش انتخاب می شوند و پوشش داخلی آن، آسیاب و ریز می شوند و به صورت دوغاب از بال میل خارج می شوند)
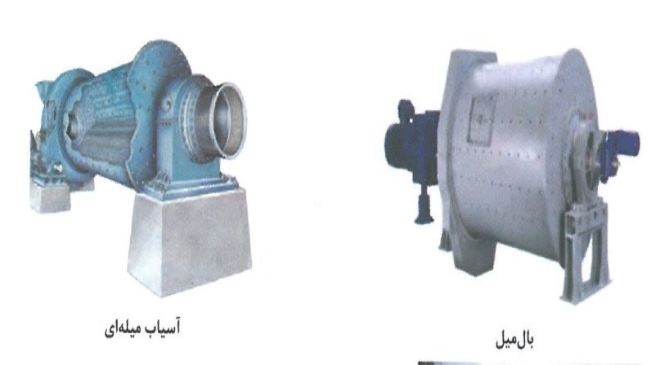
آسیاب گلوله ای به دو نوع پیوسته و ناپیوسته تقسیم بندی می شوند:
در بال میل های پیوسته، مواد اولیه به طور مداوم از یک سمت وارد بال میل شده و پس از ساییده شدن، از طرف دیگر بال میل خارج می شوند.
به همین علت نیازی به متوقف کردن بال میل برای بارگیری و تخلیه کردن آن نیست. هم چنین برای بارگیری گلوله ها لازم نیست بال میل متوقف شود و گلوله ها همراه مواد اولیه بارگیری می شوند.
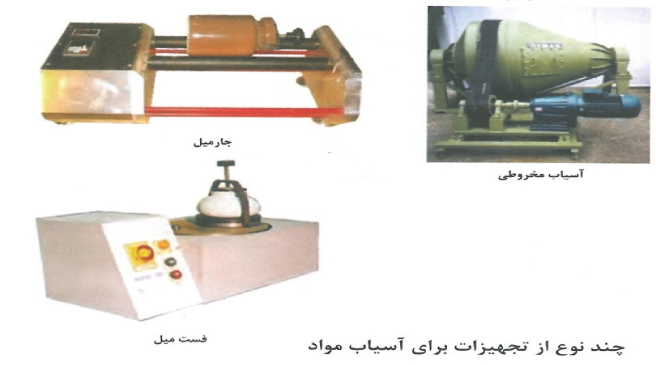
در بال میل های طویل، ۸۵ درصد از سایش مواد در ۱/۵ متر اول از طول آنها انجام می شود، در حالی که در طول باقیمانده، فقط ۱۵ درصد سایش انجام می شود و این امر به دلیل آن است که در مرحله اول، اثر اصطکاک بر روی مواد اولیه بیشتر است.
نحوه عملکرد بال میل های ناپیوسته به این صورت است که مواد اولیه را به همراه گلوله ها به صورت یکجا و به میزان ظرفیت بال میل درون آن بارگیری کرده و تا زمان معینی تحت سایش قرار میدهند؛ سپس بال میل را متوقف کرده و مواد ساییده شده تخلیه می شوند.
در آزمایشگاه ها برای بررسی و تحقیق بر روی انواع مواد اولیه، از آسیاب های آزمایشگاهی مانند جارمیل استفاده می شود.
جنس جار میل ها از پرسلان سخت است. مواد اولیه در این جارمیل ها ریخته می شوند و گلوله های سرامیکی در ابعاد و تعداد مناسب افزوده شده و در آنها بسته می شود.
سپس به وسیله یک موتور الکتریکی به صورت دورانی به حرکت در می آید و پس از مدتی مواد را ریز می کند. مدت چرخش به دانه بندی مورد نیاز بستگی دارد.
هر چه زمان چرخش بیشتر شود، دانه ها به ذرات میکرونی کوچکتری تبدیل می شوند. در آزمایشگاه های صنایع سرامیک برای آسیاب کردن سریع مواد اولیه و تهیه دوغاب از فست میل استفاده میشود.
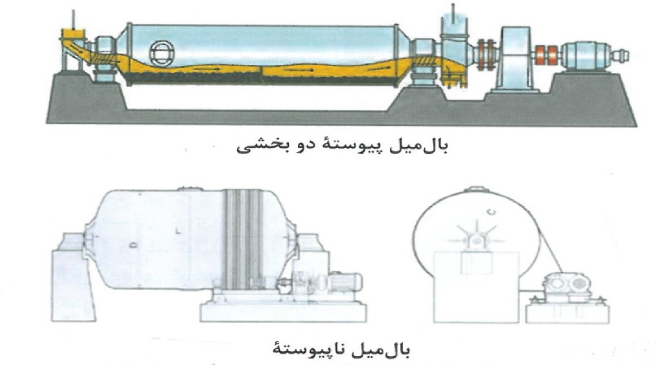
به جداره خارجی بال میل «بدنه» گفته میشود. بدنه از ورق فولادی به ضخامت ۱۰ تا ۲۰ میلی متر تشکیل شده است که به روش نورد کردن به شکل استوانه در می آید و بر روی اسکلتی فولادی به نام «شاسی» نصب می شود.
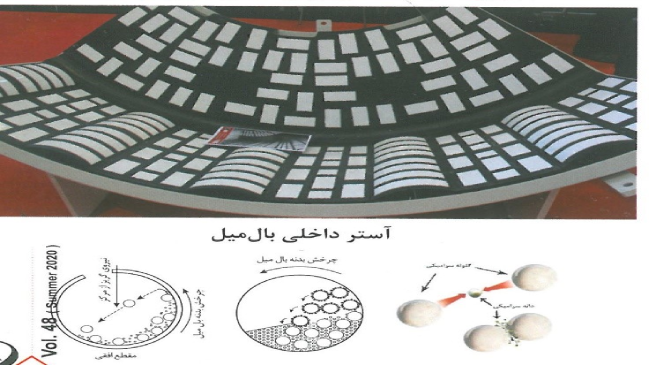
جداره داخلی آسیاب ها (آستر) در معرض فرسایش شدید ناشی از اصطکاک و ضربه میان مواد خردکننده و خردشونده قرار دارد. در نتیجه، لازم است سطح داخلی آسیاب های گردان، با یک پوشش از جنس سخت و مقاوم، در برابر سایش، فشار و ضربه محافظت شود.
پوشش داخلی این آسیاب ها می تواند از جنس فلینت، الومینا، چینی سخت، سایلکس (نوعی سنگ سیلیسی است) یا لاستیک ضدسایش باشد. به استثنای آسیاب هایی که پوشش داخلی آنها از لاستیک است، بهتر است جنس گلوله ها با پوشش داخلی یکسان باشد تا جداره داخلی و گلوله ها کمتر دچار سایش شوند.
این پوشش ها از قطعات جداگانه ای تشکیل شده اند که بر روی جداره داخلی آسیاب متصل می شوند تا تعویض این پوشش ها در موقع لزوم با کمترین زمان و هزینه ممکن قابل انجام باشد.
گلوله هایی که در داخل آسیاب قرار دارند ذرات مواد را در بر گرفته و آنها را با کمک ضربه و سایش ریز می کنند. گلوله ها در نتیجه حرکت دورانی آسیاب و نیروی گریز از مرکز، همراه جداره بالا می روند.
سپس بر اثر غلبه نیروی وزن بر نیروی گریز از مرکز، سقوط کرده و موجب ریزتر شدن ذرات می شوند. در آسیاب های گلوله ای می توان از گلوله هایی از جنس فلینت، چینی س خت، الومینا، استئاتیت در اندازه های مختلف استفاده نمود.
سرعت دوران آسیاب، برعمل ریز کردن و هم چنین مصرف انرژی تأثیر مستقیم دارد. سرعت چرخش آسیاب باید به گونه ای باشد که در آن گلوله ها بتوانند مقداری بالا رفته و سپس در اثر نیروی جاذبه مجددا به سمت پایین روی یکدیگر غلتیده یا سقوط کنند.
اگر سرعت دورانی آسیاب از سرعت بحرانی بیشتر شود، گلوله ها تحت تأثیر نیروی گریز از مرکز، به جداره داخلی آسیاب چسبیده و عمل ریز کردن متوقف خواهد شد.
اگر سرعت آسیاب از سرعت بحرانی خیلی کم تر انتخاب شود، گلوله ها از ابتدا به طرف پایین سرازیر می شوند و ضربه به حداقل میزان خود می رسد و سایش به تنهایی، مکانیزم غالب خواهد بود.
در حالی که در سرعت چرخش نزدیک به بحرانی، مکانیزم غالب در آسیاب کردن، ضربه است. در آسیاب هایی که به روش تر کار می کنند، مقدار آب قابل توجهی مورد نیاز است .
بدیهی است هر قدر ذرات ورودی درشت تر باشند، مقدار آب لازم کمتر خواهد بود. نقش اصلی آب، سیال نمودن جریان مواد است. در نتیجه، هرچقدر ذرات ریزتر باشند مقدار آب بیشتری مورد نیاز خواهد بود تا مواد بتوانند راحت تر جریان پیدا کنند.
در عمل جهت ایجاد سیالیت بیشتر و مصرف آب کمتر، متناسب با درصد مواد خشک موجود در دوغاب، مقداری روان ساز (کمتر از ۱ درصد) به ترکیب اضافه می شود.
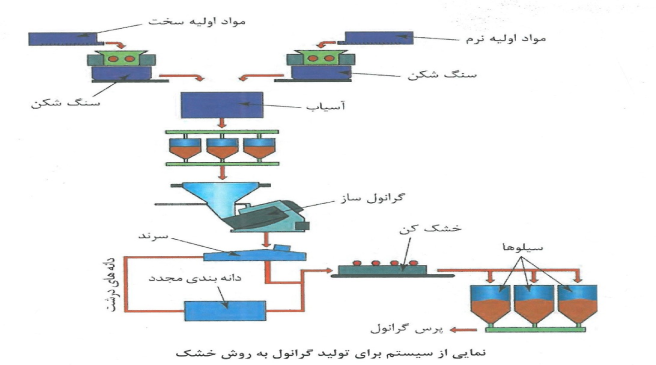
همان طور که گفته شد، روش های مختلفی چون روش خشک و تر برای سایش مواد و تهیه پودر پرس وجود دارد. در روش سایش خشک، مواد اولیه با استفاده از سیستم های سایشی خشک به اندازه های مورد نظر ساییده شده و سپس با استفاده از ماشین آلات مناسب، میزان رطوبت پودرها به میزان مورد نیاز رسانده می شود.
در روش تر، مواد با استفاده از سیستمهای بر پایه آب و با استفاده از گلوله های ساینده تبدیل به دوغاب همگن شده و این دوغاب، با کمک سیستم اسپری درایر به پودر با رطوبت مورد نظر تبدیل می گردد.
در روش پودر خشک به دلیل ریز شدن بسیار زیاد ذرات در هنگام سایش، آگلومره شدن یا چسبیدن ذرات به هم و ایجاد ذرات بزرگتر اتفاق می افتد. این کار با کمک ماشین آلات افزایش دهنده رطوبت در ماده و دستگاه گرانول سازی مجدد انجام می پذیرد.
نقش گرانول در فرایند پرس
دوغاب تهیه شده از فرایند بال میلینگ به قسمت اسپری درایر هدایت می شود تا بتوان گرانول یا پودر مورد نظر را از آن تهیه کرد تا در نهایت بتوان با کمک فرایند پرس، این گرانول ها را تبدیل به کاشی کرد.
پودر تهیه شده از اجزای کوچک تری به نام ذره تشکیل شده است و ذرات در اثر نیروهای سطحی به یکدیگر متصل شده و تشکیل یک توده نامنظم متخلخل را می دهند که به آن آگلومره گفته می شود.
آگلومره های کروی شکل و دارای تخلخل کم را گرانول و فرایند تولید آن را به صورت کنترل شده گرانول سازی گویند که این فرایند توسط سیستم اسپری درایر انجام می شود. اسپری درایر نوعی خشک کن است که این فرایند را به واسطه اسپری کردن دوغاب در جریانی از هوای داغ انجام میدهد.
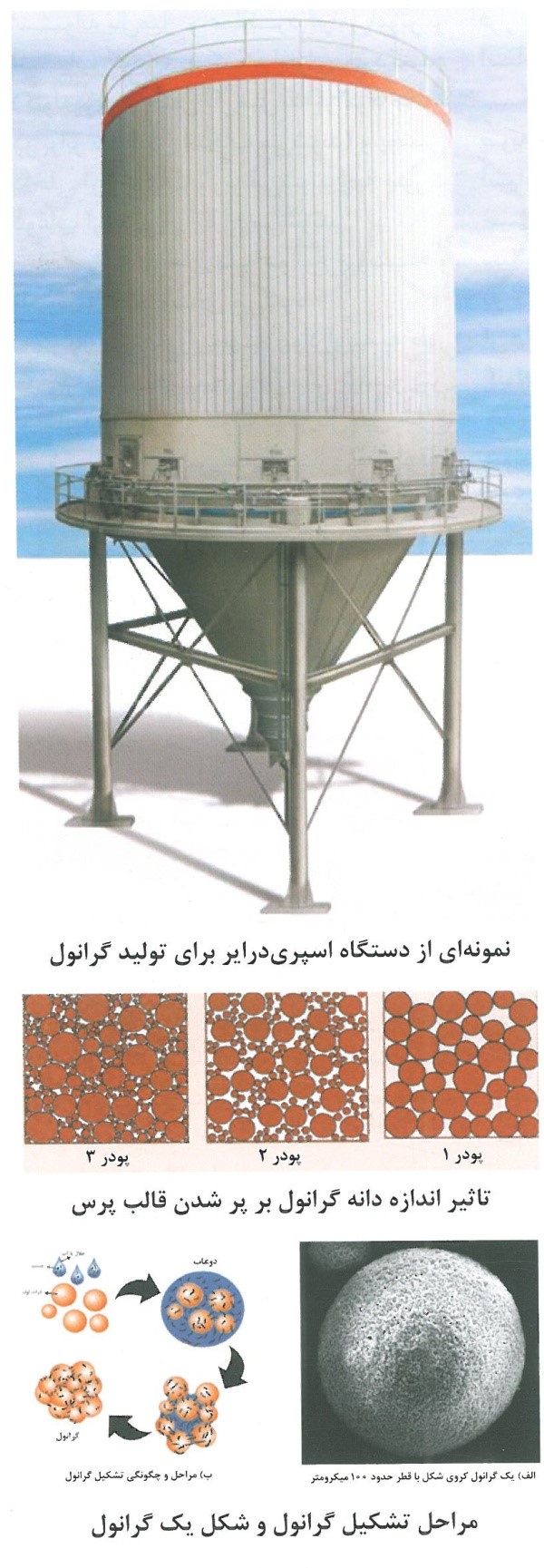
اسپری درایر نسبت به سایر تجهیزات برای تهیه گرانول مزایایی دارد که از جمله می توان به امکان تولید گرانول های نسبتا کروی، ظرفیت های مختلف تولیدی، تولید گرانول با کیفیت یکنواخت و همین طور تولید پیوسته اشاره داشت.
اسپری درایرها براساس جهت برخورد قطرات دوغاب با هوای داغ به دو نوع همسو و ناهمسو تقسیم میشوند. اسپری درایرهای با جریان ناهمسو در مقایسه با نوع همسو دارای تبخیر سریع تر و کارایی بالاتری هستند.
در دستگاه اسپری درایر، هوای داغ تأمین شده توسط مشعل می تواند به صورت مستقیم وارد محفظه شده یا توسط مبدل های حرارتی به صورت غیرمستقیم جداره محفظه را گرم کند.
در صنعت سرامیک هوای داغ با دمای بین ۴۵۰ تا ۸۰۰ درجه سانتی گراد به صورت مستقیم تأمین می شود. افشانکهای نازلی متداولترین نوع افشانک مورد استفاده در اسپری درایر است. به طور کلی این افشانک ها در مقایسه با افشانکهای چرخان، گرانول ریز با توزیع اندازه باریک تر و جریان یابی مناسب تر تولید می کند.
برای افزایش ظرفیت تولید دستگاه اسپری درایر از چندین نازل به صورت حلقه ای در کنار هم استفاده می شود.
فرایند اسپری کردن، خشک شدن قطرات دوغاب و تبدیل شدن به گرانول در محفظه خشک کن انجام می شود.
تعیین قطر و ارتفاع محفظه خشک کن براساس دو معیار است:
١- محفظه باید فضای مناسب برای تامین زمان تماس کافی بین قطرات دوغاب و هوای داغ را داشته باشد.
۲- تمام قطرات باید قبل از این که با سطح محفظه خشک کن تماس یابند، به اندازه کافی خشک شده باشند.
محفظه خشک کن در اسپری درایرها معمولا عمودی است. افشانکها و محل ورودی هوای داغ نیز می تواند بالا یا پایین و حتی از جوانب محفظه باشد.
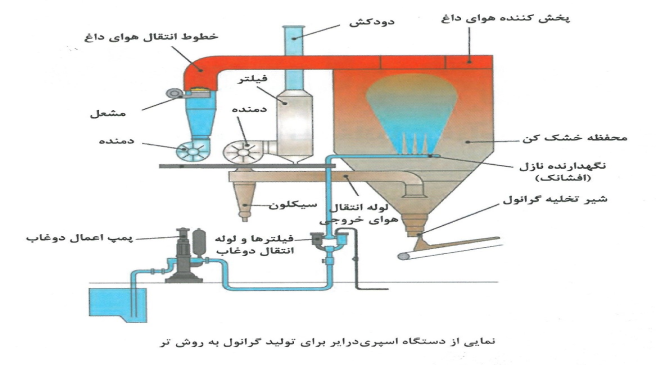
هوای گرم خارج شده از اسپری درایر حاوی برخی از ذرات ریز خشک شده است که باید جدا شوند.
برای دستیابی به این هدف، از سیستم سیکلون که نحوه کارکرد آن براساس نیروی گریز از مرکز است، استفاده می شود. بازده کاری سیکلون ها به مخلوط ورودی (پودر و هوا) و ابعاد ذرات بستگی دارد و می تواند تا حدود ۹۵ درصد ذرات را از هوا تفکیک کند.
عوامل مختلفی باعث تغییر کیفیت و توزیع اندازه گرانول ها می شود. در زیر مهم ترین عوامل تاثیر گذار بر روی اندازه گرانول ها ذکر شده است:
• درصد آب در دوغاب
• گرانروی دوغاب
• دمای محفظه اسپری درایر
• ابعاد روزنه نازل (افشانک)
• فشار پمپ محفظه اسپری درایر
• مانده روی الک دوغاب
• ابعاد محفظه اسپری درایر
علاوه بر روش تر یا اسپری درایر که توضیحات مختصری در خصوص آن داده شد، با توجه به بحران آب و مسایل زیست محیطی، امروزه، گرانول سازی به روش خشک نیز توسعه یافته است.
در این روش، گرانول با افزودن رطوبت به ترکیب تولید میشود. گرانول های به دست آمده از روش خشک، ویژگیهایی مشابه با گرانول های به دست آمده از روش تر دارند. گرانول های تولید شده با این روش تقریبا کروی شکل هستند و از نظر جریان یابی نیز مشابه روش تر هستند.
مهمترین مزیت گرانول سازی به روش خشک در مقایسه با روش تر، کاهش قابل ملاحظه آب و انرژی مصرفی است.
به طور معمول چهار ازمایش جهت بررسی کیفیت گرانول انجام می گیرد که عبارتند از:
۱- درصد رطوبت: قابل محاسبه با وزن خشک و تر و یا با تجهیزات رطوبت سنجی است.
۲- چگالی: برای تعیین چگالی گرانول ها، چگالی انباشتگی گرانول ها تعیین می شود.
٣- توزیع اندازه ذرات: قابل ارزیابی با آزمون الک.
۴- جریان یابی با ریختن مقدار مشخصی از پودر بر یک سطح صاف، توده ای مخروطی شکل تشکیل می شود. زاویه شیب سطح خارجی مخروط نسبت به سطح افق، به عنوان معیاری برای جریان یابی آن پودر در نظر گرفته می شود. این زاویه با عنوان زاویه خواب مخروط نام برده می شود و هرچه جریان یابی پودر بیشتر باشد، ذرات به سمت پایین جریان یافته و زاویه خواب کمتر می شود.
سیستم کار در فرایند تهیه بدنه کاشی به گونه ای در نظر گرفته شده است تا ماده ای همگن (گرانول)، متشکل از تمام مواد مورد نیاز برای بدنه تشکیل شود و ذرات به اندازه ای ریز شده تا بتواند تمام قالب را پر کرده و خواص مورد نظر کاشی را ایجاد نماید.
به همین منظور باید پارامترهایی چون اندازه دانهگرانول ها، توزیع اندازه گرانولها، رطوبت گرانولها و … مدنظر قرار گیرد. معمولا بسته به شرایط تولیدی میزان رطوبت کاشیها در حالت خشک، عددی بین ۴ تا ۷ درصد دارد.
پرس پودر یکی از روشهای مهم در شکل دهی محصولات سرامیکی است. مهمترین ویژگی بدنه های سرامیکی پرس شده شامل دقت ابعادی، استحکام و چگالی بالا است. سرعت تولید زیاد و کاهش هزینه ها باعث کاربرد گسترده این روش در صنایع سرامیک شده است.
سیستمهای پرس باید توزیع اندازه رطوبت متعادلی داشته باشند. عامل رطوبت تاثیر زیادی بر پلاستیسیته مواد اولیه در کاشی داشته که بطور مستقیم بر چسبندگی ذرات تشکیل دهنده کاشی اثرگذار است.
بسته به درصد آب باقی مانده در ترکیب گرانول، در حالت پلاستیک، مخلوط بدنه حاوی ۲۰ تا ۲۵ درصد آب است. به عنوان مثال در کاشیهایی که از طریق اکسترود تولید می شوند، مواد پلاستیک از میان قالب های فلزی پولیش شده عبور داده می شوند تا کاشی در ابعاد قالب مورد نظر ایجاد گردد.
در حالت نیمه خشک، میزان باقی مانده رطوبت پودر بین ۱۰ تا ۱۵ درصد است. در حالت خشک و نیمه خشک، میزان رطوبت پودر می تواند بین ۴ تا ۷ درصد باشد.
از نظر اندازه دانه، محدوده وسیعی از اندازه دانه پودرها، می تواند مورد استفاده قرار گیرد و هم چنین این حالت برای مورفولوژی پودرها (شکل هندسی پودرها) نیز صدق می نماید ولی باید دقت داشت که قابلیت شکل پذیری و جریان یابی پودر، مناسب باشد.
قابلیت جریان یابی ذرات بسیار به ش کل ذرات بستگی دارد و در نتیجه روش های تهیه آن بر این مهم تاثیرگذار است.

همان طور که شرح داده شد، روش های شکل دهی گرانول ها می تواند با استفاده از خردایش خشک و سپس گرانول سازی از آن باشد و یا با استفاده از بال میل، دوغاب، تهیه شده و سپس این دوغاب توسط اسپری درایر تبدیل به گرانول شود.
فشردگی و دانسیته پودرها، تنها تحت تاثیر ماکزیمم فشار پرس نیست، بلکه میزان پلاستیسیته ذاتی بدنه، میزان رطوبت آن و همچنین توزیع اندازه ذرات تشکیل دهنده بدنه نیز بر آن تاثیرگذار است.
می دانید که پلاستیسیته یکی از عوامل مهم در شکل دهی برخی از بدنه های سرامیکی است. اگر مقدار رطوبت در ترکیب بدنه، کمتر از محدوده پلاستیک باشد، ترکیب حاصل به سادگی شکل پذیر نخواهد بود.
به دلیل اختلاف ابعاد جزیی قالب با آینه پرس، کاشی که از پرس بیرون می آید دارای کمی پلیسه است و باید توسط پلیسه گیر گرفته شود. اختلاف در پنترومتری و دانسیته قسمتهای مختلف کاشی، مربوط به شرایط تولید کاشی و قالب است.
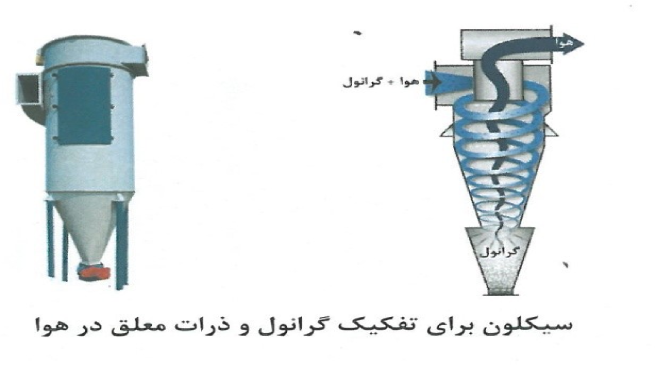
توزیع اندازه ذرات گرانول نیز از مواردی است که برای پر کردن قالب باید به آن توجه جدی شود. یک پودر معمولا ذراتی با ابعاد و اندازه های متفاوت دارد.
به تنوع در اندازه ذرات، از کوچکترین تا بزرگترین ذره ماده «گستره دانه بندی» یا «توزیع اندازه ذرات» می گویند. هرچه این تنوع بیشتر باشد توزیع دانه بندی آن ماده اولیه یا پودر، گسترده تر است.
قبل از شکل دهی و بعد از مرحله آسیاب کردن، گرانول ها باید دانه بندی شده و اندازه ذرات و توزیع آنها تعیین و کنترل شود تا بیشترین میزان دانسیته و تراکم در هنگام پرس کاشی در قالب ایجاد شود. استفاده از الک یکی از متداول ترین روش های دانه بندی ذرات است.
اساس الک کردن، امکان یا عدم امکان عبور ذرات از میان منافذ با اندازه مشخص است که با تکان دادن به صورت افقی یا عمودی) و حرکت لرزشی الک انجام می شود.
پودر بر روی یک الک یا یک س ری از الکها با روزنه هایی با اندازه معین ریخته می ش ود. در سری الکها، الکی که بزرگترین روزنه ها را داشته باشد در قسمت بالایی و الکی که کوچک ترین روزنه ها را دارد در قسمت پایین قرار می گیرد. یک زیر الک نیز در زیر سری الکها (در زیر آخرین الک) برای جمع آوری ریزترین ذرات قرار می گیرد.
جهت دست یابی به قطعاتی با ویژگیهای مناسب مانند تراکم بالا، گرانول تولیدشده باید دارای ویژگیهایی باشد که می توان به موارد زیر اشاره داشت:
• شکل و توزیع دانه بندی گرانول
• میزان رطوبت گرانول
• قابلیت جریان یابی گرانول
• استحکام ذرات و آگلومرهها
• قابلیت پرس شدن
ایج کردن گرانولها قبل از استفاده در پرس:
قبل از پرس کردن گرانول ها باید مدتی در سیلو نگهداری شوند یا به اصطلاح ایج شوند تا خصوصیات آن در تمام بچ یکسان گردد.
ایج کردن گرانول ها در نتیجه خواهد داشت، اول اینکه در هر گرانول رطوبت س طح گرانول از مغز گرانول کمتر است با ایج کردن یکسانی رطوبت سطح و مغز بیشتر می شود.
همچنین میزان رطوبت در گرانولهای ریزتر با گرانول های درشت تر متفاوت است. این زمان دادن برای ماندن گرانول ها در سیلو به کاهش اختلاف رطوبت در گرانول های مختلف و همچنین کل بچ، کمک شایانی می نماید و در نتیجه خصوصیات محصول تولیدی یکنواخت تر می گردد.
در گرانول های ریزتر فاصله نفوذ یا دیفوزیون رطوبت از مغز تا س طح گرانول کوتاه تر است، لذا گرانول های کوچکتر رطوبت کمتری دارند. پس از ایج کردن، رطوبت بین گرانول های ریز و درشت یکسان می شود درصد رطوبت گرانول ها بطور غیردقیق اما نسبتا مناسب توسط دستگاهی به نام رطوبت سنج یا S.P.D اندازه گیری می شود.
برای این منظور مقدار مشخصی گرانول را وزن نموده و سپس بعد از خشک کردن آن در خشک کن های مادون قرمز و … مجددا وزن شده و تفاوت این دو میزان درصد رطوبت گرانول را مشخص می سازد.
با انواع پرس آشنا شوید!
در فرایند تولید صنعتی کاشی، در هنگامی که از پرسینگ پودرهای نیمه خشک استفاده می شود، تنها از سیستم های پرس اتوماتیک کامل بهره گرفته می شود. قبل از این که از پرسهای هیدرولیک، برای تولید کاشی استفاده شود، پرس های ضربه ای و اصطکاکی رایج بودند.
جدای از نوع پرس، در مجموع نسبت به سایر روش های ش کل دهی، مزایای استفاده از روش پرس برای شکل دادن قطعات همانند کاشی را می توان در موارد زیر خلاصه کرد:
۱- استحکام خام و خشک و پخت قطعه بیشتر است.
۲- سرعت تولید در این روش شکل دهی بالا است.
٣- حین خشک شدن، از آنجایی که در روش پرس درصد رطوبت کمتر است میزان ضایعات کمتر خواهد بود.
۴- ابعاد محصول دقیق تر خواهد بود.
۵- انقباض حین خشک شدن و حین پخت کمتر خواهد بود.
از نظر نوع پرس، سیستم های بکار رفته در آن و پیشرفتهای تکنولوژیکی که در قطعات پرس وجود دارد در ادامه شرح داده خواهد شد.
پرس ایزواستاتیک که به نوع سرد و گرم تقسیم می شود. انواع دیگر پرس شامل انواع پرس های مکانیکی، هیدرولیکی و پنوماتیکی می باشد.
در پرسهای معمولی و قدیمی تر، معمولا از یک یادو جهت به ترکیب در داخل قالب نیرو وارد میشود تا به شکل مورد نظر متراکم شود. نیروی اعمالی می تواند به صورت مکانیکی (دستی یا موتور الکتریکی)، هیدرولیکی (روغن هیدرولیک) یا پنوماتیکی (هوای فشرده) تأمین شود.
پرس های معمولی انواع متنوعی دارند که شامل دو دسته اصطکاکی و ضربه ای هستند:
پرس اصطکاکی
پرس اصطکاکی یکی از قدیمی ترین روشهای پرس پودر، از نوع مکانیکی است. این پرس از یک پیچ بزرگ و یک چرخ اصطکاکی تشکیل شده است. در اثر اصطکاک بین چرخ و دیسکها، پیچ به سمت پایین یا بالا حرکت کرده و عمل پرس کاری انجام میشود. این روش برای تولید موزائیک، آجر نما و دیرگداز به کار می رود.
پرس مکانیکی
پرس های مکانیکی از نوع پرس اصطکاکی با استفاده از فرایند پرسینگ سریع و قوی، با ضربه فوری دینامیکی بر روی مواد اولیه عمل می نماید. با استفاده از دو دیسک عمودی چرخشی، بالا و پایین رفتن شفت هایی که وظیفه انتقال میله های متحرک را دارند کنترل می شود و این دو دیسک با استفاده از چرخ لنگر از دو طرف مهار می گردد.
سیستم در این پرس به گونه ای طراحی شده است که یکی از دیسک ها در تماس با چرخ لنگر، پانچ را به سمت پایین هدایت نموده و دیگری آن را بالا می برد.
راندمان پرسهای اصطکاکی بالاست و تا ۳۰ ضرب بر دقیقه می تواند برسد و هم چنین نسبت مصرف انرژی به تولید در این دستگاه مناسب است و با توجه به طراحی این سیستم، تعمیرات و نگهداری آن آسان است.
از محدودیت های این سیستم می توان به عدم دسترسی آسان به پرسینگ یکسان و یکنواخت اشاره نمود و از این رو سیستم پرسهای هیدرولیک جایگزین این سیستم ها شدند.
همچنین می توان به نوسانات زیاد فشار پرس در طول روز اشاره کرد و این بدین خاطر است که اصطکاک چرخ وسط با دو چرخ کناری با پارامترهایی از قبیل درجه حرارت و میزان تمیزی و چرب بودن و فرسودگی چرخها تغییر می کند.
مثلا در اثر افزایش درجه حرارت محیط چرخها منبسط شده و اعمال فشار بیشتر میشود و در نتیجه در کاشی، براثر تغییر فشار تغییر خواص کاشی از جمله استحکام خام، دانسیته، انبساط رطوبتی و جذب آب ایجاد می گردد که این تغییرات موجب ایجاد تنوع در خواص محصول می شود.
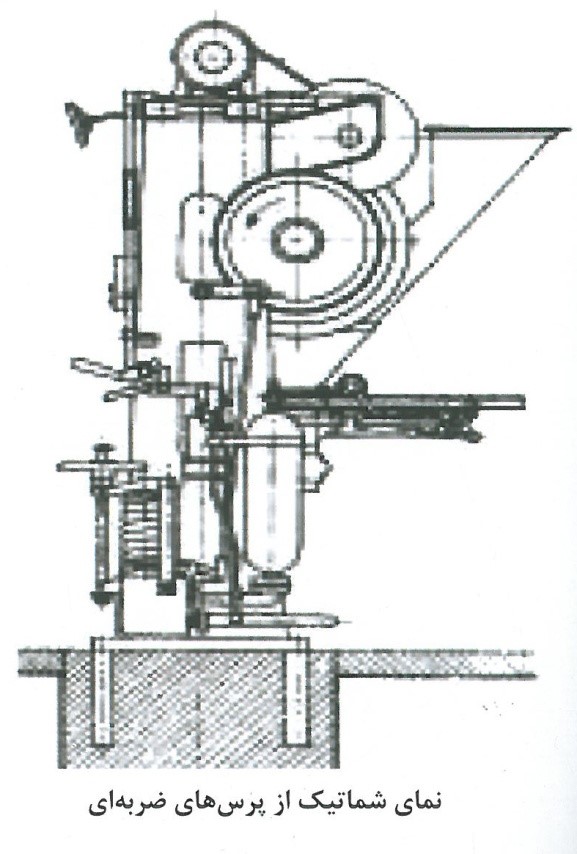
پرس ضربه ای (Toggle Press)
این پرس ها پنوماتیک بوده و برای شکل دهی قطعات کوچک مانند جرقه زن لوازم گازسوز استفاده می شود و سرعت تولید بالایی دارد. در این پرس های مکانیکی، سیستم برپایه دو میله متصل که به صورت زانویی با یکدیگر در ارتباط هستند می باشد. در هنگام پرس، سرعت سقوط پانچ همزمان با افزایش میزان فشار کاهش می یابد.
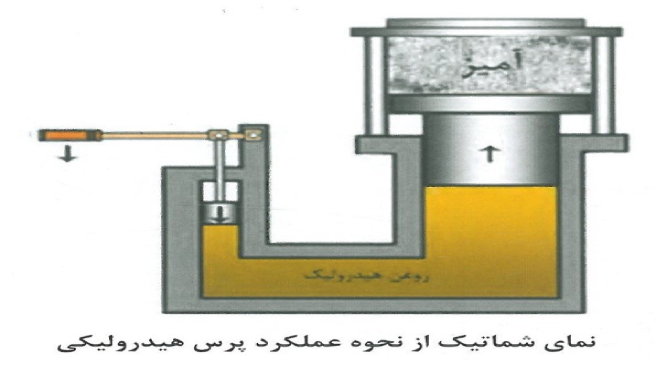
پرس هیدرولیک (Hydraulic Press)
در پرسهای هیدرولیک، فشار توسط یک پمپ به روغن هیدرولیک اعمال شده و سپس فشار از روغن به پیستون منتقل میشود. در نهایت سنبه متصل به پیستون، پودر یا ترکیب گرانول داخل قالب را متراکم می کند.
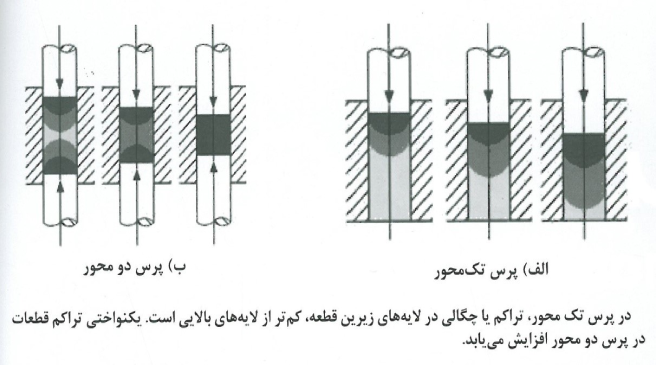
پرس های هیدرولیک به دو نوع تک محور و دومحور تقسیم بندی می شوند. در نوع تک محور، نیروی فشاری فقط از سنبه بالا به ترکیب وارد می شود و سنبه پایین (پران یا جک) فقط برای خارج کردن قطعه از قالب استفاده می شود. این نوع پرس، معمولا برای شکل دهی سرامیک های با ضخامت کم مانند کاشی به کار می رود.
پرس های دو محور
در پرس های دومحور، فشار از هر دو سنبه بالا و پایین به ترکیب وارد می شود. معمولا در دیرگدازها و آسترهای آلومینایی بال میل که ضخامت قطعه زیاد است، پرس های هیدرولیک دو محور استفاده می شود. بیشترین فاصله ای را که پیستون یا سنبه می تواند جابه جا شود کورس پرس می گویند.
در سیکل کاری پرس های هیدرولیک، جهت پرکردن قالب از گرانول ها از ابزاری به نام دراور یا کشویی استفاده میشود. شکل کشوییها حایز اهمیت است. داخل برخی از کشویی ها به شکل لوزی و پنجره ای است و برخی دیگر از کشوییها به شکل های متنوع دیگر است.
پرس های صنعت تولید کاشی به دلیل ضخامت کم محصولات کاشی، از کورس کوتاهی برخوردارند، در حالی که پرسهای صنعت دیرگداز به دلیل ضخامت زیادتر محصولات، کورس بلندتری دارند.
در پرس تک محور، تراکم یا چگالی در لایه های زیرین قطعه، کم تر از لایه های بالایی است. یکنواختی تراکم قطعات در پرس دو محور افزایش می یابد.
عملکرد پرس های هیدرولیک بر پایه ایجاد فشار توسط مایع در درون سیلندر می باشد. در پرس هیدرولیک، پیستونها مقطع عرضی بیشتری دارند و براثر افزایش فشار ناشی از اعمال نیرو به ستون های نازکی که به سیلندر متصل است، عمل پرس انجام می شود.
هرچقدر تفاوت در میزان سطح دو سیلندر بیشتر باشد، در مقایسه با س طح مقطع کوچک تر، نیروی بیشتری بر روی سطحی ایجاد می گردد که مقطع عرضی بیشتری دارد.
در پرس های جدیدتر، از روغن های مخصوص پرس با ویسکوزیته مشخص استفاده می شود که مجهز به واحد کنترل هیدرولیک است. این سیستم روغن را تحت فشار نگه می دارد و با گردش روغن، فشار به اکومولاتور و دستگاه تقویت کننده و از طریق سیلندر به کاشی منتقل می گردد.
چدر این سیستم، دو واحد مجزای گردش وجود دارد که یکی با فشار بالا جهت مکانیزم واقعی پرس بکار می رود و دیگری با فشار کم به عنوان سیستم کمکی عمل می نماید.
سیلندرهای دو و یا تک منظوره در مقطع بالایی پرس کار گذاشته می شود و با تغییر مکان میله ها به صورت عمودی تا حد مورد نیاز، فشار به پانچ وارد می شود.
در این پرسها عمل فرم دهی توسط تبدیل انرژی هیدرولیکی به نیروی تغییر ش کل صورت می گیرد و مطابق فرمول: F = S * P
در این رابطه F نیروی تغییر شکل، S سطح پرس بر حسب سانتی متر مربع و P فشار روغن بر حسب کیلوگرم بر سانتیمتر مربع می باشد.

بنابراین می توان محاسبه کرد که Po یا فشار روغن برحسب کیلوگرم بر مترمربع برابر است با:
در این رابطه S سطح پانچ برحسب سانتی متر مربع، P فشار ویژه برحسب کیلوگرم بر سانتیمتر مربع، PS سطح مقطع پیستون برحسب سانتی متر و St سطح مقطع پانچ است.
در سیکل کاری پرس ابتدا از سیلوی بالای پرس، دراور یا کشویی پر از گرانول می شود. سپس دراور به سطح قالب می آید و در این حالت سطح زیرین یا فوقانی دراور باز است ، وقتی دراور به سطح قالب می آید، گرانول ها به داخل قالب ریخته می شود و با برگشت دراور به جای خود، سطح گرانول ها در داخل قالب صاف می شود.
توجه داشته باشید که کشویی یک حرکت رفت و برگشتی دارد با صاف شدن سطح گرانول ها و کنار رفتن دراور پانچ فوقانی پایین می آید و فشار اولیه را اعمال می کند، سپس نیرو حذف می شود.
البته عملا پانچ بالا نمی رود اما حذف فشار مهلت هواگیری را به قطعه پرس شده خواهد داد. یعنی هواگیری در فرصت کوتاهی مثلا ۲/۰ ثانیه صورت می گیرد. سپس مجددا توسط پانچ فوقانی فشار نهایی اعمال می شود.
فشار اولیه پرس، نسبت به فشار ثانویه به مراتب کمتر است و به عنوان مثال برای کاشی های کف و دیوار، این میزان برای فشار اولیه در حدود ۴۰ تا ۶۰ کیلوگرم بر سانتیمتر مربع و فشار ثانویه حدود ۲۲۰ تا ۳۴۰ کیلوگرم بر سانتیمتر مربع می تواند در نظر گرفته شود.

برای کاشی های پرسلانی میزان فشار از تمامی انواع دیگر کاشی بالاتر در نظر گرفته می شود. معمولا با افزایش سایز کاشی، تعداد ضرب مورد نیاز برای تولید کاشی افزایش می یابد تا امکان رسیدن به فشار مورد نیاز برای تولید قطعه و هواگیری از قطعه بطور همزمان وجود داشته باشد.
پس از اعمال فشار نهایی، پانچ بالایی بالا می رود و در این هنگام پانچ پایینی بالا می آید تا با بالا آمدن پانچ پایینی، قطعه از داخل قالب خارج شود.
در اینجا کشویی جلو آمده و قطعه را از سطح قالب بیرون میراند و س پس پانچ پایینی پایین رفته، گرانولها در محفظه قالب با پایین رفتن پانچ زیرین تخلیه می شوند در اینجا دراور به جای اول خود باز می گردد و سطح گرانول ها را صاف می کند.
در اثر حرکت دراور یا کشویی، قالب از گرانولها پر می شود دانسیته ای که در این حالت بدست می آید برابر خواهد بود با Df یا دانسیته پر شدن می باشد.
هر چه خواص جریان یابی گرانول ها بیشتر و بهتر باشد، در واقع هنگام پرشدن قالب، لرزش گرانول ها بر روی یکدیگر ساده تر بوده و در نتیجه Df یا دانسیته پر شدن بالاتری حاصل می شود.
از نظر شکل ظاهری، هرچه شکل گرانول ها کروی تر باشد، Df بالاتری حاصل می شود. در مرحله اعمال فشار ابتدا گرانول ها خرد می شوند و تخلخل ها کاهش می یابد.
بعضی از ذرات در اثر اعمال فشار می شکنند و برخی دچار تغییر فرم های پلاستیک می گردند. هم چنین بعضی از تغییر فرم های پلاستیک نیز حادث میشود.

دانسیته پس از اعمال فشار (Dc) از رابطه زیر قابل محاسبه است:
m (ضریب ثابت)، Pa (فشار اعمالی)، Py (فشار در حد تسلیم) می باشد.
در سیستم تک پخت، قطعات پس از پرس وارد خشک کن می شوند. نکته بسیار مهم در سیستمهای تک پخت، این است که قطعه به هنگام چاپ هنوز خام است و پخته نشده و چاپ بر سطح قطعه خشک شده و پخته نشده، اعمال می گردد، لذا داشتن استحکام خام و خشک بالا در مورد سیستم های تک پخت، بسیار اهمیت دارد.
در گذشته روش های چاپ همانند سیلک اسکرین و یا سیستم های روتاری برمبنای تماس با کاشی بودند و لذا اهمیت استحکام بیش از پیش مشخص می گردد.
در سیستم چاپ دیجیتال در هنگام اعمال طرح بر روی کاشی، هیچ تماسی از جانب دستگاه دیجیتال بر روی سطح کاشی اعمال نمی شود و لذا این موضوع در این بخش به اندازه استحکام مورد نیاز به عنوان مثال برای چاپ تخت اهمیت ندارد.
البته قطعا استحکام بالا برای جابجایی کاشی در طول حط لعاب و سایر قسمت ها تا رسیدن به کوره و پخته شدن آن اهمیت به سزایی دارد.
مشخصه اصلی پرسهای هیدرولیک عبارتند از:
• قابلیت تکرارپذیری کامل پرسینگ در طول زمان مورد استفاده.
• در پرسهای هیدرولیک توزیع فشار بر سطح قطعه یکنواخت تر است و عیب ابعاد ناشی از اختلاف فشار پرس در هنگام استفاده از پرس های هیدرولیک کمتر دیده میشود.
• استحکام خام، خشک و پخت قطعه بیشتر است.
• در حین خشک شدن، از آنجایی که در روش پرس درصد رطوبت کمتر است میزان ضایعات کمتر است.
• ابعاد محصول دقیق تر می باشد.
• انقباض حین خشک شدن و حین پخت کمتر است و در نتیجه کنترل ابعادی بیشتری حاصل می گردد.
باتوجه به مشخصات تکنیکی اشاره شده، پرس هیدرولیک برای پلنت تولید کاشی به صورت اتوماتیک قابل استفاده است و مشخصات تکنیکی مورد نیاز برای کاشی از طریق این پرس ها قابل حصول بوده و حتی برای تولید کاشی هایی که انقباض پخت بالایی دارند می تواند مورد استفاده قرار گیرد.
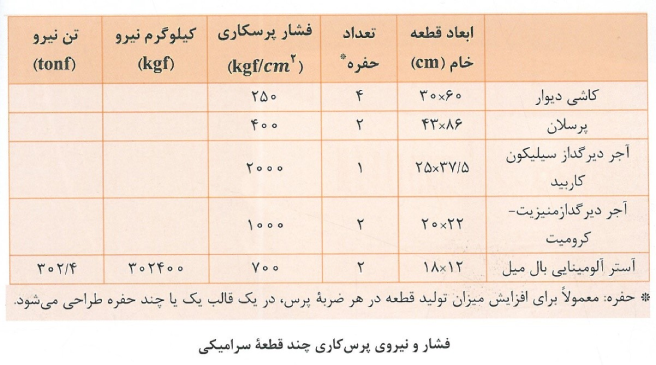
برای محاسبه اندازه قابل پرس کاشی در هر دستگاه پرس، ابتدا باید نیروی فشار پرس را دانست و براساس اندازه کاشی و تعداد کویتیهای پرس محاسبات مربوطه را انجام داد.
به عنوان مثال اگر برای رسیدن به خصوصیات مورد نظر در کاشی پرسلانی نیاز به ۴۰۰ کیلوگرم نیرو بر سانتی متر مربع برای بدنه کاشی باشد و سایز مورد نظر ما تولید کاشی در سایز ۶۰ در ۱۲۰ سانتی متر باشد، در این صورت ما نیاز به پرس کاشی در ابعاد ۷۲۰۰ سانتیمتر مربع داریم.
با ضرب کردن این دو عدد در یکدیگر به رقمی معادل ۲,۸۸۰,۰۰۰ کیلوگرم نیرو (۲۸۸۰ تن) برای تولید یک کاشی در ابعاد ۶۰ در ۱۲۰ سانتی متر می رسیم و در نتیجه براساس ظرفیت پرس، می توان تعداد کویتی های مورد نظر برای تولید کاشی را محاسبه کرد.
به عنوان مثال اگر پرس معادل ۶ تن داشته باشیم، برای تولید کاشی در این سایز، می توان دو کویتی در نظر گرفت.
در یک مثال دیگر یک پرس ۷۵۰۰ تن، امکان تولید کاشی در سایز بزرگ تر مثلا ۸۰ در ۱۲۰ سانتی متر، با فشار کاری پرس ۴۰۰ کیلوگرم نیرو بر سانتیمتر مربع وجود دارد.
در اینجا فقط امکان تولید محصول نباید مورد توجه قرار گیرد، بلکه پارامترهای دیگری هم چون سیکل کاری پرس، متراژ قابل تولید با پرس، امکان پرشدن کوره ها و عدم توقف تولید و …، همه و همه باید مورد بررسی و محاسبه قرار گیرند.
برای افزایش بیشتر طول عمر پرس و سایر قطعات دستگاه، باید شرایط استفاده از دستگاه به گونه ای تنظیم شود تا از حداکثر توان پرس، برای مدت طولانی استفاده نشود.
این کار موجب افزایش استهلاک دستگاه در فاصله های زمانی کوتاه مدت می گردد. بنابراین باید بازدهی پرس و امکان فعالیت دستگاه در شرایط بهینه برای تعیین بیشترین سایز دستگاه مورد بررسی قرار گیرد.
پرس ایزواستاتیک چگونه عمل میکند؟
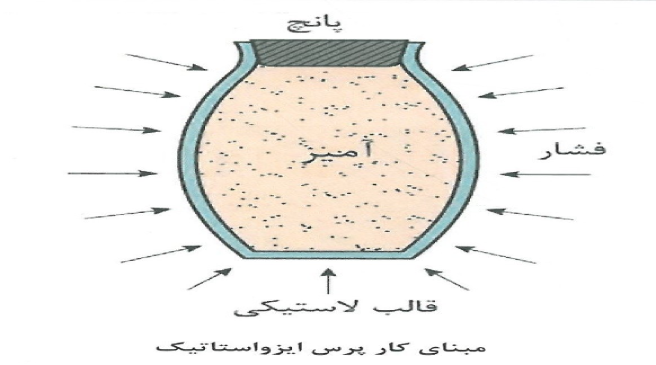
طبق قانون پاسکال، اگر به یک س یال نیرو وارد شود آن سیال نیرو را در همه جهات به طور یکسان منتقل می کند. از این قانون در پرس ایزواستاتیک استفاده می شود تا با اعمال نیروی فشاری یکنواخت، تراکم پودر در تمامی جهات یکسان شود. این نوع پرس به صورت سرد یا گرم انجام می شود.
پرس ایزواستاتیک سرد
در پرس ایزواستاتیک که فشار اعمالی از نوع هیدرواستاتیک است، به جای سنبه و قالب فلزی از قالبی با خاصیت الاستیک استفاده می شود. ابتدا قالب با ترکیب پر شده و سپس داخل محفظه ای توسط یک سیال تحت فشار قرار داده میشود.
به عنوان مثال، در تولید گلوله های آلومینایی لازم است که فشار در تمامی جهات و به یک میزان اعمال گردد و به همین دلیل از پرس ایزواستاتیک استفاده می شود. در غیر این صورت گلوله در حین کارکرد به طور غیریکنواخت ساییده می شود و راندمان آسیاب کاهش می یابد.
در پرس های ایزواستاتیک یک محفظه فشار از جنس فولاد آلیاژی وجود دارد که داخل آن یک توری استیل قرار دارد و قالب های لاستیکی معمولا از جنس پلی یورتان در داخل توری قرار می گیرد.
آب ارزان ترین سیال، برای پرس ایزواستاتیک سرد است که برای جلوگیری از خوردگی تجهیزات به آن روغن های حل شونده و عوامل ضد فساد اضافه می کنند.
سیال با فشار معین از تمام جهات به قالبهای لاستیکی نیرو وارد کرده و پودر داخل قالب به طور یکنواخت متراکم می شود. با حذف فشار ایزواستاتیک، قالب به حالت اولیه خود برگشته و قطعه پرس شده از قالب خارج می شود.
در پرس ایزواستاتیک دستی (Wetbag)، قالب ها در محفظه فشار غوطه ور و رها بوده که پس از انجام فرایند پرس باید در پوش محفظه باز شده و قالب از داخل آب خارج شود.
در این روش، سرعت تولید کم است و برای قطعات بزرگ مانند دیرگدازها بکار می رود. در نوع اتوماتیک (drybag) قالبها در محفظه فشار جاسازی شده اند که پس از انجام پرس نیازی به خارج کردن قالب از محفظه نیست.
در این روش، عملیات به صورت مکانیزه و اتوماتیک انجام می شود و برای تولید مواردی هم چون گلوله آلومینایی که برای سایش لعاب و در قسمت تهیه بدنه مورد استفاده قرار می گیرد و همچنین شمع ماشین بکار برده می شود.
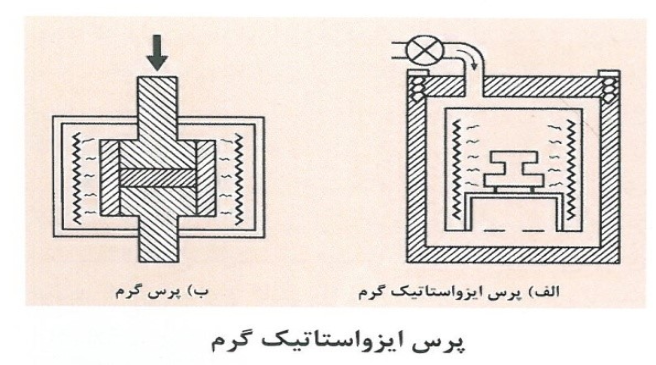
پرس گرم و پرس ایزواستاتیک گرم

در فرایند تولید به روش پرس گرم، فرایند شکل دهی و پخت همزمان انجام می شود. در اطراف قالب المان های حرارتی تعبیه ش ده است تا فرایند پرس کاری در دمای بالا انجام شود. در این روش دمای پخت کاهش می یابد و قطعه پس از پرس نیازی به پخت اضافی ندارد. تراکم زیاد و تخلخل کمتر از مزایای این روش است.
پرس ایزواستاتیک گرم یا هیپ (به انگلیسی: Hot Isostatic Press) یک فرایند ساخت است، که در آن ذرات پودر شده فلزات، آلیاژها و سرامیکها تحت فشار ایزواستاتیک و حرارت بالا به همدیگر می چسبند و یک جز واحد را تشکیل می دهند.
این روش برای کاهش تخلخل فلزات و افزایش چگالی بسیاری از س رامیک ها به کار می رود. این فرایند خواص مکانیکی ماده اولیه و کارپذیری آن را افزایش میدهد.
با استفاده از این فرایند آلیاژهایی که تولید می کنند خواص مکانیک عناصر مختلف را در آن واحد باهم دارند، این فرایند یکی از فرایندهای به کار رفته در متالوژی پودر است.
در روش پرس ایزواستاتیک گرم، قطعه پیش شکل داده شده در محفظه ای تحت فشار و دمای بالا که به طور همزمان و یکنواخت بر س طوح قطعه اعمال می گردد، قرار داده میشود.
فشار بالا توسط یک گاز خنثی نظیر آرگون یا هلیوم اعمال می گردد. فشار گاز با کمپرسور و به کمک انبساط حرارتی قابل کنترل است. دمای مورد نیاز برای پرس ایزواستاتیک گرم با استفاده از المنت های الکتریکی تامین می شود.
در این فرایند ابتدا قالب قطعه ای مورد نیاز است طراحی می شود این قالب باید بتواند فشار و دمای بالا را تحمل کند و این خود قیمت آن را افزایش میدهد.
اثرات پرس بر روی خصوصیات کاشیهای خام
انبساط بعد از پرس
در نتیجه تراکم و فشردگی پودرها و گرانول درون حفره قالب، کاشی ها در معرض تغییر شکل تقریبا ثابت و دایمی قرار می گیرند.
در زمان خروج کاشیها از قالب، نیروی پرس آزاد می شود و کاشی ها در نتیجه عکس العمل ها و تاثیرات الاستیکی کوچک، مقداری منبسط می شوند.
میزان چنین انبساطی عموما به تکنولوژی آماده سازی پودر و میزان رطوبت بدنه و بیش از همه به ترکیب مخلوط بستگی دارد.
هنگامی که میزان انبساط کاشیها از ۰/۸ درصد فراتر رود، به خصوص در مورد سایزهای بزرگ با ضخامت بیش از ۱۲-۱۵ میلی متر، لازم است که توجه بیشتری به فرایند خروج کاشی از پرس نماییم.
دانسیته ظاهری
دانسیته ظاهری محصولات پرس شده، عموما از ۱/۹۵ تا ۲/۲ گرم بر سانتیمتر مکعب تغییر می کند. اگر وزن مخصوص واقعی بدنه های سرامیکی را تقریبا ۶/۲ – ۷/۲ در نظر بگیریم، نتیجه می شود که حجم کلی فضاهای خالی موجود در بافت کاشی پرس شده به ۱۵-۲۵ درصد می رسد.
برای تولید محصولات متخلخل (کاشیهای دیواری)، لزومی ندارد که از فشار ویژه خیلی بالا برای کاهش تخلخل بدنه استفاده کنیم.
در مورد کاشیهای کف با انقباض پخت زیاد و هنگامی که اجزای با تخلخل کم تولید شده اند، کاهش فضاهای خالی توسط پرس، دمای پخت و انقباض کلی قطعات را کم می کند.
از طرف دیگر، فشردگی بیشتر ذرات تشکیل دهنده بدنه باعث کاهش نفوذپذیری جرم پرس شده می شود، بنابراین خشک شدن کاشیها و خروج گازهای ایجاد شده در طی پخت مشکل تر می شود.
بنابراین بیشترین میزان فشار پرس در خصوص انواع کاشی، مربوط به کاشی های پرسلانی و گرانیتی بوده که دارای جذب آبی نزدیک به صفر بعد از فرایند پخت خواهند بود، پس از کاشی های پرسلانی، فشار پرس در کاشی های کف و یا سرامیک، بیشتر از انواع کاشی دیوار خواهد بود.
بنابراین معمولا هنگام انتخاب پرس برای کاشی های پرسلانی از پرس های با قدرت بالاتر استفاده می نمایند. هرچقدر سایز درخواستی برای تولید کاشی و نوع کاشی از نوع کاشی پرسلانی باشد، باید پرس با فشار و قدرت بالاتری تهیه کرد.
مقاومت خمشی
حداقل مقدار مقاومت خمشی مطلوب برای محفوظ ماندن قطعات در برابر شکستگی های ناشی از جابه جایی و ضربه، برای فراورده خام تقریبا ۶-۷ کیلوگرم بر سانتیمتر مربع است.
میزان رطوبت پودرهای پرس، شدیدا به دانه بندی آنها بستگی دارد که تاثیر چشم گیری بر روی مقاومت خام دارد. بنابراین باید اندازه مقاومت کاشی در حالت خام، یعنی بعد از پرس، به اندازه ای باشد که این کاشی ها در هنگام جابجایی در خط تولید، برای اعمال لعاب و سایر فرایند دکوراسیون نظیر چاپ تا زمان رسیدن به کوره ها در فرایند تک پخت استحکام داشته باشد.
بدین منظور بعد از فرایند پرس، کاشیها باید داخل خشک کن شده تا هم رطوبت آن تنظیم شود و هم این که استحکام نسبی برای انجام امور دیگر در خط تولید را کسب کنند.
در فرایند دو پخت کاشی ها بعد از فرایند پرس و خشک کن به داخل خط تولید نرفته، بلکه کاشیها به کوره پخت بیسکوییت منتقل شده و سپس بعد از پخت بیسکوییت و خنک شدن به خط العاب منتقل می شوند و لذا اهمیت استحکام خام و خشک در فرایند تک پخت درجه اهمیت بالاتری نسبت به فرایند دو پخت دارد.
خشک شدن
هنگامی که کاشی ها در ماکزیمم مقدار فشار شکل دادن، پرس می شوند تا مقاومت خمشی کافی بدست آورند، باید به این مساله توجه شود که در هنگام خشک شدن، کاشی در معرض شوک های گرمایی قرار می گیرد که باعث می شود قطعه هم انقباض و هم انبساط پیدا کند.
اگر مقاومت خمشی قطعه خیلی کم باشد، در برابر انبساط و انقباض مقاومت نمی کند و ممکن است ترک بردارد. رفتار خشک شدن بدنه های مختلف با هم متفاوت است. در اینجا، برخی از محدوده های نهایی را بیان می کنیم:
• کاشی هایی که در طول کلیه مراحل چرخه خشک شدن، اندازه آنها بزرگ می شود، به سهولت و به تندی رطوبت خود را از دست میدهند.
• کاشی هایی که به میزان زیادی و به سرعت منقبض می شوند و آن زمانی است که رطوبت خود را به سختی از دست می دهند. خشک شدن کاشی بویژه در طول اولین ساعات چرخه، اهمیت زیادی دارد.

در صورتی که این مطلب برای شما مفید بود برای دوستان خود نیز به اشتراک بگذارید







نظرات ۱