




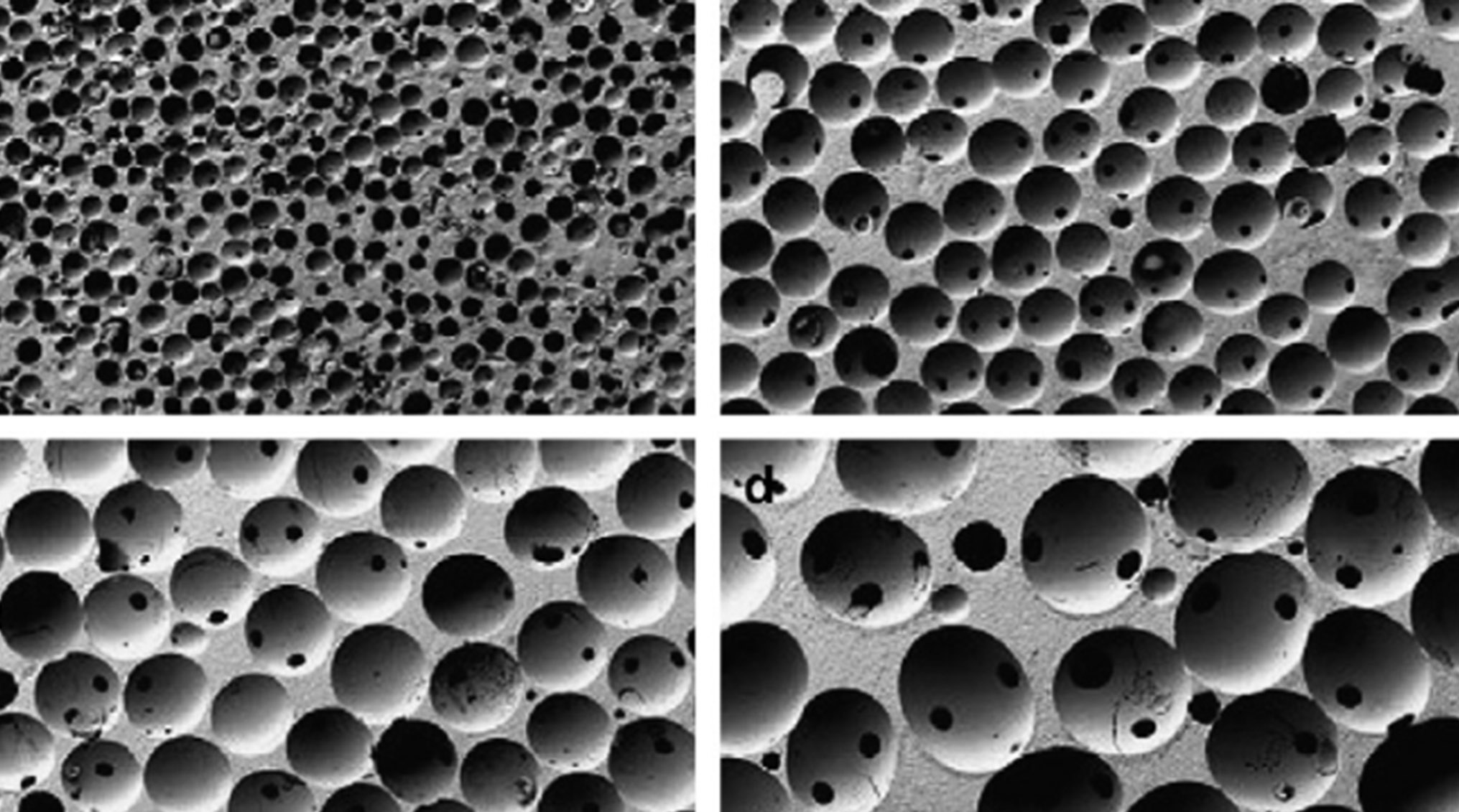
سرامیک های متخلخل| جذابیت خاصی را به عنوان استفاده در چارچوب هایی دارند که برای مهندسی بافت، ضروری می باشند. این مسئله مخصوصاً در مورد شیشه ها و سرامیک های بیولوژیکی، بیشتر دیده می شود. این مواد قادر به اتصال دهی با بافت میزبان هستند. برای ایجاد قابلیت ترمیم یک بافت، یک چارچوب باید به عنوان قالبی برای بافت عمل کرده و بتواند موجب رشد سه بعدی بافت شود. این قالب باید یک چارچوب سه بعدی با تخلخل های بزرگ باشد (ماکروحفراتی با اندازه ی حداقل ۱۰۰ میکرون). این تخلخل ها باید با هم مرتبط باشند و بنابرین، اجازه ی تغذیه ی کل ساختار را فراهم آورند. همچنین رگ های خونی نیز باید در داخل این تخلخل ها، گسترش یابند.
ماکروتخلخل ها می توانند با مخلوط کردن پودر به همراه اجزای فرار مثلا هیدروژن پراکسید یا تفتالن و یا افزودن پلی (متیل متا اکریلات) (PMMA) ، تولید شوند. در زمان زینترینگ، این مواد پلیمری سوخته و تخلخل به جای آنها، ایجاد می شود.
دوغاب های سرامیکی همچنین می توانند با استفاده از عوامل کف زا، به صورت متخلخل در آیند. تولید حباب می تواند با دمش گاز در محیط مایع ایجاد شود. عموماً یک سورفکتانت برای پایدرسازی حباب های ایجادی با روش های مختلف، استفاده می شود. روش ریخته گری ژله ای نیز می تواند برای تولید ماکروتخلخل ها در توده های سرامیکی، استفاده شود. استحکام فشاری مربوط به فوم های HA باید بالاتر از ۱۰ MPa باشد. این میزان مشابه با استخوان ترابکولار می باشد.
HA متخلخل همچنین با استحاله ی هیدروترمال از مرجان های دریایی، نیز تولید می شوند. این روش ها از دماهای بالا استفاده می کنند و فشار و اتمسفر اعمالی بر آنها نیز تحت کنترل می باشد تا بدین صورت اسکلت کلسیم کربناتی تحت شرایط موجود به HA تبدیل شود. این روش از این مزیت برخوردار است که معماری اولیه ی ساختار پس از زینترینگ، حفظ می شود و در حقیقت، مرجان به عنوان چارچوب متخلخل خوبی عمل می کند.
طراحی و کنترل معماری داخلی تخلخل های HA، بر روی قابلیت ترمیم بافت، اثرگذار است. روش نمونه سازی سریع (Rapid prototyping) (RP) نیز به عنوان یک روش جدید برای تولید چارچوب ها، استفاده می شود. این روش اجازه ی ایجاد ساختارهای بسیار پیچیده را برای ساخت یک سری از صفحات دو بعدی بسیار نازک با تکنولوژی طراحی با کمک کامپیوتر (CAD) و تولید با کمک کامپیوتر (CAM) را مقدور می سازد. این روش اجازه می دهد تا خواصی از جمله تخلخل، ارتباط داخلی حفرات و اندازه ی تخلخل ها، قابل تنظیم شوند. روش نمونه سازی سریع (RP) مخصوصاً پرینترهای سه بعدی، برای تولید چارچوب های HA منحصربفرد استفاده شده است. یک ساختار HA سه بعدی با الگوهای کنترل شده و یا تخلخل های خاص، همچنین می توانند از طریق مونتاژ با رایت مستقیم (direct-write assembly) تولید شوند. یک سرامیک HA متخلخل با شکل پیچیده که دارای کانال های به هم مرتبط می باشد، از پودر HA تولید شده است. در واقع در این روش، ساختار سه بعدی به صورت لایه به لایه، پرینت می شود. پودر بدون چسب، پاک می شود و بدنه ی خام سرامیکی با الگوهای خاص، پس از استحکام بخشی در دماهای بالا، تشکیل می شود. با این روش ها، این ممکن است که قطعات را با توجه به آناتومی هر شخص، طراحی و تولید کرد. سلول های گرفته شده از بیمار می توانند در داخل این چارچوب قرار گیرند و بدین صورت، بافت مورد نظر، ساخته شود.
شیشه
ذوب شدن و فرایند سل- ژل دو روش شناخته شده برای تولید شیشه ها می باشد. شیشه های سنتی معمولاً از طریق ذوب شدن یک پیش ماده و سرمایش سریع آن تولید می شوند. اجزای جدید نیز می توانند با افزودن به این سیستم ها، تولید شوند. با افزودن این اجزا، ترکیب این اجزا برای استفاده شدن در کاربردهای خاص، اصلاح می شود یعنی افزایش یا کاهش در فعالیت بیولوژیکی، کاهش در دماهای تشکیل شیشه و فاکتورهای دیگر. یک روش جایگزین ، استفاده از روش های سل- ژل برای آماده سازی شیشه هاست. این روش می تواند برای تولید شیشه های با خلوص بالا، استفاده شود. سه روش می تواند برای ایجاد مواد از طریق سل- ژل، استفاده شود: ژله ای کردن یک پودر کلوئیدی، خشک کردن فوق بحرانی، هیدرولیز کنترل شده و متراکم سازی پیش ماده های الکوکسیدی فلزی و سپس خشک شدن در فشار محیط . این روش ها، شامل تبدیل یک سل به یک ژل است. کلوئیدها ذرات جامدی هستند که قطر آنها از ۱۰۰ نانومتر پایین تر است و در داخل یک محیط مایع، قرار داده شده اند. عملیات حرارتی موجب افزایش دانسیته، استحکام و سختی ژل و تبدل آن به چارچوبی شیشه ای با خواص مشابه شیشه ی تولیدی از حالت مذاب، می شود. یک مزیت فرایند سل- ژل، قابیلت کنترل شیمی سطح مواد با اعمال عملیات حرارتی می باشد. بنابراین، این مسئله ممکن می شود که گستره های ترکیبی بیوفعال در دیاگرام فازی شیشه های مذاب، گسترش یابد. شیشه های بدست آمده دارای مساحت و تخلخل بالایی هستند که این مسئله فاکتورهای مهمی بر روی فعالیت بیولوژیکی این شیشه ها می باشد.
شیشه های فیبری شکل نیز می تواند از طریق روش های ریسندگی از حالت مذاب، تولید شوند. قطر این الیاف در مقیاس میکرومتر می باشد. الکتروریسندگی نیز می تواند برای ریسندگی بسیاری از الیاف پلیمری، مورد استفاده قرار گیرد. گستره ی قطر فیبر تولیدی با این روش، در حد ۱۰ تا ۱۰۰۰ نانومتر می باشد. از این روش هم اکنون برای تولید الیاف شیشه ای بیوفعال استفاده می شود. الیاف نانوشیشه ای به صورت فیلمان ها، غشاهای فیبری و چارچوب های سه بعدی تبدیل می شوند.
شیشه های متخلخل بیوفعال با ایجاد حباب در داخل مذاب و یا با استفاده از روش های سل- ژل، تولید می شوند. در طی فرایند ایجاد حباب در شیشه های سل- ژل، هوا در داخل سل به دام می افتد که علت آن افزایش ویسکوزیته ی سل و تشکیل چارچوب سیلیسی می باشد. وقتی یک فوم متخلخ به ژل تبدیل می شود، حباب های موجود، پایدار می شوند. سپس ژل تحت فرایندهای حرارت دهی کنترل شده در دمای ۶۰ درجه ی سانتیگراد، پیرسازی شده و در دمای ۱۳۰ درجه ی سانتیگراد، خشک می شود. در این حالت، زینترینگ بر روی این قطعات انجام می شود تا بدین صورت، مواد آلی حذف شوند. شیشه ی بیوفعال منتج شده، در حقیقت چارچوبی است که دارای ماکروتخلخل هایی تا ۶۰۰ میکرون است. استحکام فشاری این قطعات معمولا تا ۲.۵ MPa نیز می رسد. یک بررسی بر روی ویژگی های ساختاری و خواص مکانیکی فوم های سرامیکی و شیشه ای برای استفاده در مهندسی بافت، بوسیله ی Chen و همکارانش، انجام شده است.
شیشه- سرامیک ها
شیشه- سرامیک ها، با تبدیل شیشه به سرامیک، تولید می شوند. شیشه در ابتدا در دمایی در گستره ی ۴۵۰ تا ۷۰۰ درجه حرارت دهی می شود تا بدین صورت تعداد زیادی جوانه تشکیل شود. سپس دما به دمایی بین ۶۰۰ تا ۹۰۰ درجه ی سانتیگراد، افزایش می یابد تا رشد کریستال رخ دهد. ریزساختار حاصله، یک ریزساختار دانه ریز با توزیع یکنواخت اندازه ی دانه می باشد.
فرایند پوشش دهی
اگر چه خواص مکانیکی نسبتا ضعیف در سرامیک های کلسیم فسفاتی منجر به محدود شدن کاربردهای بالینی این ماده در تولید قطعات باربر می شود، امپلنت های فلزی پوشش داده شده با کلسیم فسفات ها، در کاربردهای باربر، استفاده می شوند. متداول ترین روش تجاری برای پوشش دهی با کلسیم فسفات، بر اساس روش پلاسما اسپری می باشد. پودر سرامیکی در یک گاز حامل اسپری می شود و بدین صورت پوششی یکنواخت از ماده ی مورد نظر، بر روی سطح امپلنت ایجاد می شود. به هر حال، دمای بالای فرایند می تواند منجر به تغییر فازی در سرامیک فسفات کلسیمی و میزان کریستالینیتی آن شود. اخیراً یک سزری از روش های تولید لایه های نازک در دماهای پایین توسعه یافته است که بوسیله ی آنها، قابلیت رسوب دهی لایه ی بیوفعال بر روی سطح مواد خنثی فراهم می آید. این روش ها، عبارتند از رسوب دهی با اسپری اتمیزاسیونی الکترواستاتیک، رسوب دهی با سل- ژل، رسوب دهی بیومیمیک (biomimetic deposition) و کندوپاش مگنترونی، می باشد. چگالش از حالت بخار با استفاده از روش کندوپاش، برای تولید پوشش های نانوساختار، استفاده می شود. این روش، منجر به تولید پوشش های یکنواخت و با اندازه ی دانه ی بسیار ریز می شود. پوشش های SiHA نانو- کریستالی که بوسیله ی روش کندوپاش مگنترونی RF تولید می شوند، پاسخ های بیولوژیک بهتری ایجاد می کنند.
نتیجه گیری
بیومواد سرامیکی، به طور گسترده ای در کاربردهای بیولوژیکی مانند امپلنت های دندانی و ارتوپدی و چارچوب های متخلخل برای مهندسی بافت. استفاده می شوند. بیوسرامیک های خنثی مانند آلومینا و زیرکونیا دارای خواص مکانیکی مناسبی در کاربردهای باربر هستند، در حالی که شیشه ها و سرامیک های بیوفعال، دارای پتانسیل خوبی برای ارتباط های استئوکانکشن (osteoconduction) هستند. بنابراین، این مهم است که الزامات بالینی و الزامات مربوط به مواد را به خوبی بشناسیم تا بدین صورت بتوانیم چارچوب های مناسبی برای مهندسی بافت، تولید کنیم. این مقاله ریزساختار و خواص سرامیک هایی را توصیف کرده است و بواسطه ی مطالعه ی آن، می توان آگاهی خوبی در مورد روابط میان فرآیند، ریزساختار و خواص سرامیک ها، داشته باشیم. بیوسرامیک های ارتوپدی به طور گسترده مورد استفاده قرار می گیرند. این بیوسرامیک ها شامل بیوشیشه ها، شیشه- سرامیک های آپاتیت- ولاستونیت می باشند که در این مقاله به بررسی و معرفی آنها، پرداخته شده است. یک آگاهی در مورد خواص این مواد و رفتار آنها می تواند موجب توسعه ی بهتر مواد سرامیکی برای مهندسی بافت شود.
رویه ی آینده
در مقایسه با استفاده های انجام شده از بیومواد کنونی در ترمیم خودبخودی استخوان ها، برخی محدودیت ها برای بیومواد کنونی وجود دارد. این محدودیت ها، شامل عدم توانایی ترمیم خود به خودی می باشد. به منظور خون رسانی مناسب و اصلاح ساختار و خواص آنها و تعدیل پاسخ فیزیولوژی و مکانیکی مربوطه، باید اقدامات مناسبی انجام شود. مثلا مهندسی بافت در تلاش است تا ساختارهای شبه بافتی را در آزمایشگاه، تولید کند. سلول های خود بیمار ایزوله و استخراج می شود و در داخل چارچوبی با معماری معین قرار داده می شود. این کار در آزمایشگاه، انجام می شود. بدین صورت این سلول ها، تکثیر می شوند و در نهایت، می توان بافت ایجادی را در داخل بدن، کاشت و بدین صورت آسیب های ممکنه را به حداقل رساند.
تلاش های زیادی برای توسعه و مهندسی ساختارهای و سطوحی انجام شده است که می توانند موجب افزایش واکنش های مناسب سلول ها و پروتئین های موجود در اطراف امپلنت شوند. این مسئله موجب بهینه سازی فعالیت ماده، بهینه سازی و افزایش برهمکنش های مورد نظر در آنها می شود. به هر حال، دانش ما در مورد عملکرد فیزیکی و شیمیایی بیومواد، پاسخ آنها در برابر محیط های داخل بدنی، و مکانیزم های برهمکنش میان مواد و سیستم های بیولوژیکی، هنوز نیازمند بررسی های بیشتر است و تکامل مناسبی پیدا نکرده است. تحقیقات بر روی مواد مناسب با نرخ های تخریب مناسب، محصولاتی با خواص مکانیکی بهینه سازی شده برای استفاده به عنوان چارچوب های مهندسی بافت، در حال انجام می باشد. این کار تا زمانی ادامه می یابد که معماری های مناسبی از مواد با اندازه ی تخلخل مناسب، مورفولوژی مطلوب، توپولوژی سطحی و فعالیت بیولوژی تعدیل شده، ایجاد شود. مزیت های موجود در علم مواد، مهندسی، و بیولوژی سلولی و مولکولی و در نهایت پزشکی، ما را قادر می سازد تا راه حل های جدیدی برای حل مشکلات موجود، ایجاد کنیم. استفاده از تکنولوژی های تولید پیشرفته و سنتز مواد جدید موجب می شود تا پیچیدگی و فعالیت بیولوژیکی ساختارهای تولیدی با روش مهندسی بافت، بهبود یابد. ظهور بیوتکنولوژی و نانوتکنولوژی همچنین پتانسیل خوبی برای سرامیک های فسفاتی، شیشه های بیوفعال و شیشه- سرامیک ها، ایجاد خواهد کرد و موجب توسعه ی پزشکی ترمیمی و مهندسی بافت می شود.
[icon name=”tags” class=”” unprefixed_class=””]سرامیک های متخلخل
#کاشی # سرامیک #سرام پخش
[flm_button link_address=”http://cerampakhsh.com/mag” link_target=”_blank” icon_placement=”Left” button_text=”گردآوری شده توسط: پایگاه اطلاع رسانی کاشی و سرامیک سرام پخش” font_family=”Shabnam” button_size=”XS” button_color=”Light” button_style=”Border” button_hover=”HoverB-Dark” rounded_corners=”3″]
[flm_button link_address=”https://instagram.com/cerampakhsh” link_target=”_blank” icon_placement=”Left” button_text=”اینستاگرام ما را دنبال کنید” font_family=”Shabnam” font_size=”15px” button_size=”XS” button_color=”White” text_color=”Purple” button_hover=”HoverF-Purple” rounded_corners=”3″ custom_border_color=”9f5de2″ animate_icon=”Grow” icon=”fa-instagram”]



نظرات ۰